Learn the Basics of Heat Treatment
Learn the Basics of Heat Treatment
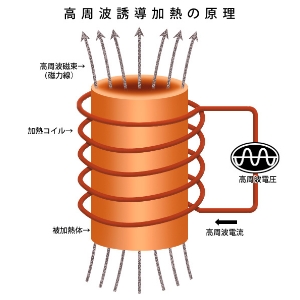
Have you ever heard the term “Induction Heating,” or “IH?”
Industrial high frequency induction heating systems work in the same way as household IH cooking appliances:
By running high frequency current through a copper coil placed near the target object, magnetic force is generated. This induction current generates heat in the object.
Whereas household IH appliances generate heat using an output of about 1.5~3kW, high frequency induction heating systems use about 10~1000kW, depending on workpiece size and application.
Industrial high frequency induction heating systems work in the same way as household IH cooking appliances:
By running high frequency current through a copper coil placed near the target object, magnetic force is generated. This induction current generates heat in the object.
Whereas household IH appliances generate heat using an output of about 1.5~3kW, high frequency induction heating systems use about 10~1000kW, depending on workpiece size and application.
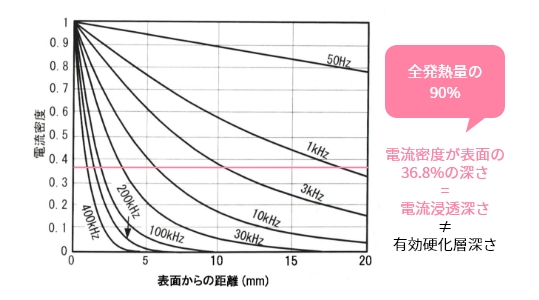
Skin effect is the phenomenon that when alternating current is run through a workpiece, the current density is highest near the surface. The penetration depth (δ) is the distance over which the current decays to 0.368 times the density at the surface (1).
Penetration depth is correlated with frequency—the higher the frequency, the more concentrated the current is at the surface.
Penetration depth is correlated with frequency—the higher the frequency, the more concentrated the current is at the surface.
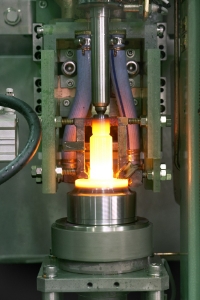
Hardening is a heat treatment process in which iron heated to a high temperature is rapidly cooled, transforming the iron structure into martensite, enhancing the material’s hardness, as well as wear and fatigue resistance.
High-frequency induction hardening uses induction currents to raise the temperature of an object without contact, heating and quenching only targeted areas, rather than the whole object.
High-frequency induction hardening uses induction currents to raise the temperature of an object without contact, heating and quenching only targeted areas, rather than the whole object.
Hardening is achieved through a metal being heated to a predetermined high temperature and cooling rapidly.
Quenchant is a coolant used to cool the metal after heating.
Fuji Electronics Industry uses a water-soluble polymer solution, diluted with water.
As the concentration and temperature of the quenchant affect the hardening quality, they must be regulated according to the workpiece material and shape, as well as the hardening standards.
Quenchant is a coolant used to cool the metal after heating.
Fuji Electronics Industry uses a water-soluble polymer solution, diluted with water.
As the concentration and temperature of the quenchant affect the hardening quality, they must be regulated according to the workpiece material and shape, as well as the hardening standards.

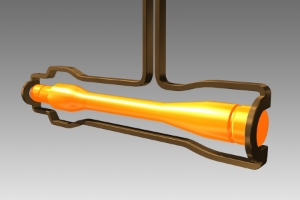
When an external force is applied to a metallic material, an internal force is generated to repel it. The internal force that remains after the external force is removed is called residual stress.
In the case of heat treatment, heating and cooling cause expansion and contraction stress, while microstructural changes cause transformation stress. There are also tensile and compressive residual stresses, which make the material weaker and stronger, respectively.
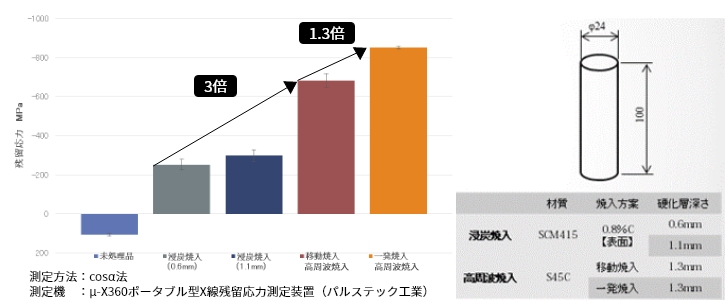
In high frequency induction hardening, residual stress from compression remains internally as the outer layers of the workpiece expand in final martensitic transformation. The workpiece also appears harder than other hardened products, such as those that are through hardened.
On the other hand, hardening in which the entire workpiece is heated in a furnace tends to leave tensile residual stress in the outer layers.
In the case of heat treatment, heating and cooling cause expansion and contraction stress, while microstructural changes cause transformation stress. There are also tensile and compressive residual stresses, which make the material weaker and stronger, respectively.
In high frequency induction hardening, residual stress from compression remains internally as the outer layers of the workpiece expand in final martensitic transformation. The workpiece also appears harder than other hardened products, such as those that are through hardened.
On the other hand, hardening in which the entire workpiece is heated in a furnace tends to leave tensile residual stress in the outer layers.
【Pros】
・Only the workpiece itself is heated: high efficiency, low energy.
・Targeted heating is possible.
・Automation is simple; can be added to production lines.
・Uses electricity only (no gas or oil); contributes to carbon neutrality.
・Coils are designed to match shape of workpiece, minimizing distortion.
【Cons】
・Small lots with various models require multiple coils.
・Difficult to achieve uniform heating throughout workpiece.
・Only the workpiece itself is heated: high efficiency, low energy.
・Targeted heating is possible.
・Automation is simple; can be added to production lines.
・Uses electricity only (no gas or oil); contributes to carbon neutrality.
・Coils are designed to match shape of workpiece, minimizing distortion.
【Cons】
・Small lots with various models require multiple coils.
・Difficult to achieve uniform heating throughout workpiece.
For example, if two rods of varying diameter are subjected to the same heating conditions, one may be heated to the core while the other is not. This applies to general heat treatment, in which a workpiece is heated uniformly over time in a furnace.
In the case of high frequency induction hardening, in which only points on the surface are uniformly heated, the shape and thickness of the unheated area must also be taken into account as the unheated area will draw heat from the heated area.
Likewise, the shape and thickness of the hardened area has a major impact on quality as it must be heated uniformly within a short period of time.
As such, a detailed review is conducted not only on the shape and thickness of the hardened area, but also on the workpiece as a whole, due to the mass effect characteristic of high frequency induction hardening.
In the case of high frequency induction hardening, in which only points on the surface are uniformly heated, the shape and thickness of the unheated area must also be taken into account as the unheated area will draw heat from the heated area.
Likewise, the shape and thickness of the hardened area has a major impact on quality as it must be heated uniformly within a short period of time.
As such, a detailed review is conducted not only on the shape and thickness of the hardened area, but also on the workpiece as a whole, due to the mass effect characteristic of high frequency induction hardening.
Heating coils come in a variety of shapes and sizes. In high frequency induction hardening and induction heating, coil design is a key factor in quality and productivity. Quality defects are often solved by changing coil shape. For example, productivity might be greatly improved by changing from scan hardening to a one-shot hardening coil. As the quality of the results of high frequency induction hardening and induction heating is determined by the heating conditions and the cooling method, it is vital that the coil be designed to generate the correct heat distribution for the material and standards.
After high frequency induction hardening, it is important to know the depth and depth distribution of the hardened area of the workpiece. Hardness measurement can generally be classified into two types: that of the exterior and that of the interior of a sectioned workpiece.
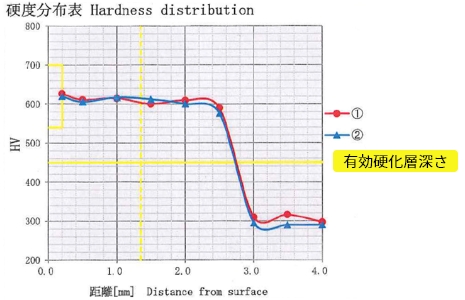
Surface hardness may refer to the hardness measured on the surface of the workpiece as the term implies; alternatively, it may be defined as 0.1-0.3 mm (specified by the customer) from the surface of the cut workpiece.
Effective case depth refers to the range from surface hardness to a specific effective hardness (limit hardness). The limit hardness is defined by JIS (Japanese Industrial Standards) according to the carbon content. For example, limit hardness for carbon content between 0.43% and 0.53% would be HV 450. The effective case depth of steel would be the boundary past which the hardness decreases below HV 450.
Surface hardness may refer to the hardness measured on the surface of the workpiece as the term implies; alternatively, it may be defined as 0.1-0.3 mm (specified by the customer) from the surface of the cut workpiece.
Effective case depth refers to the range from surface hardness to a specific effective hardness (limit hardness). The limit hardness is defined by JIS (Japanese Industrial Standards) according to the carbon content. For example, limit hardness for carbon content between 0.43% and 0.53% would be HV 450. The effective case depth of steel would be the boundary past which the hardness decreases below HV 450.
Why is tempering, which is almost always carried out after hardening, necessary?
There are three main reasons:
1) The workpiece’s post-hardening structure is hard, but brittle. Tempering reduces this brittleness.
2) Tempering reduces the risk of cracking by removing residual stress and transforming residual austenite into martensite.
3) Lastly, see the following→
There are three main reasons:
1) The workpiece’s post-hardening structure is hard, but brittle. Tempering reduces this brittleness.
2) Tempering reduces the risk of cracking by removing residual stress and transforming residual austenite into martensite.
3) Lastly, see the following→

High frequency induction heating has many uses outside of hardening.
For example, as some metals expand when heated, induction heating can be used for shrink fitting by heating the inner ring of bearings or motor rotors and shafts.
It is also used for sintering, pre-forging heating, brazing, pipe welding, metal dissolution, and on non-metals.
For example, as some metals expand when heated, induction heating can be used for shrink fitting by heating the inner ring of bearings or motor rotors and shafts.
It is also used for sintering, pre-forging heating, brazing, pipe welding, metal dissolution, and on non-metals.

