解决方案示例
解决方案示例
Case04
由于变形 无法控制在公差范围?
尺寸变化有诸多因素
近年来,对部件的精度要求日益提升。
如图所示,图纸中指定将公差控制为0.01mm)以下,
这已是不足为奇。
尽管控制在尺寸公差范围内成为了命题,但是,工件淬火后,
尺寸定会发生变化。
尺寸变化原因主要有如下两点:
・残留应力的释放
・组织构造的变化
残留应力释放是指:工件在实施淬火工艺之前,经过各种处理加工。
从材料的坯料至拉伸、锻造、切割、攻丝加工等,
不仅形状发生变化,且积累了许多不同的应力。
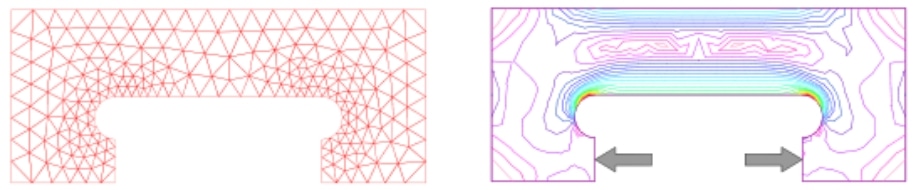
在此状态下加热工件时,应力被释放,工件的尺寸将随其变化。
图1 应力集中图
其次,组织构造的变化是指:淬火前后组织状态各不相同。
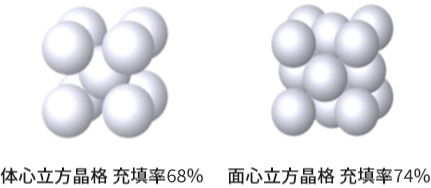
钢铁超过A3点(911℃)时,金属的原子构造将从体心立方晶格转变为
面心立方晶格。
如图2所示,构造不同填充率也不同。原子间的间隙会出现变化。
换言之,热处理前后,金属会发生物理性膨胀。
*膨胀量取决于钢铁中的碳素量。
由上述的复杂因素,金属有的缩小、有的弯曲,导致工件尺寸的变化
无法预测。
增加研磨余量,在最后处理时调整尺寸,虽感觉比较容易,
但由于研磨量多,工序也相应增加,有滚花或细微角度的工件,
非常不易校正。
观察尺寸变化的倾向,尽管在前工程将其进行预测更正,
如果不保持批量原材料在恒定状态,非常容易出现变化幅度大,
并且会超出公差范围。
将精密部件的变形控制在最小范围,可谓至关重要。
其次,强行矫正工件,会出现破裂的危险,淬火强度也会绝对降低。
如上所述,对变形的控制需顾及整体工艺,富士电子工业开发了
对应控制各种部件最小范围变形量的技术。
特别是,对于使用气氛炉处理的顾客,我们诚挚地建议您到使用
我们的IH淬火,定会另您受益匪浅。敬请随时垂询。
图2 bcc,fcc 构造
▲
