销售实绩(淬火以外的高频感应加热设备)
销售实绩(淬火以外的高频感应加热设备)
销售实绩(淬火以外的高频感应加热设备)
退火/回火
全渗碳处理后的部分退火或摩擦焊接后的部分退火等、
仅对必要的部位降低硬度,调整组织。
热装/热抽

使用加热炉将一定量的工件升温,用手动插入轴为一般的热装
方法,然而使用高频感应加热方式,可提高每个工件生产率的
3~6倍,电费也可降低约 60%。最关键的优势为从工件加热至
轴的上下料可自动化,容易进入生产线。
锻造前加热
通过仅对锻造的部位进行快速且准确的加热,减少了工件的变形。
与传统方案相比,可减少后处理的校正工时。
此外,由于仅加热必要的部位,因此可降低功耗。
钎焊

高频钎焊比燃烧器节能且效率高,高再现性短时间加热。
既具有出色的可作业效率,且工作环境整洁干净。
烧结

对于烧结粉末的粉末冶金,如碳化钨的热压烧结、真空烧结、
金刚石工具的烧结等,
富士电子工业的高温控制能力完全可满足客户的广泛用途与要求。
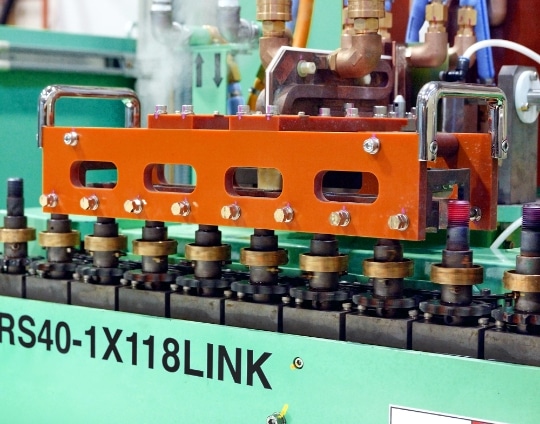
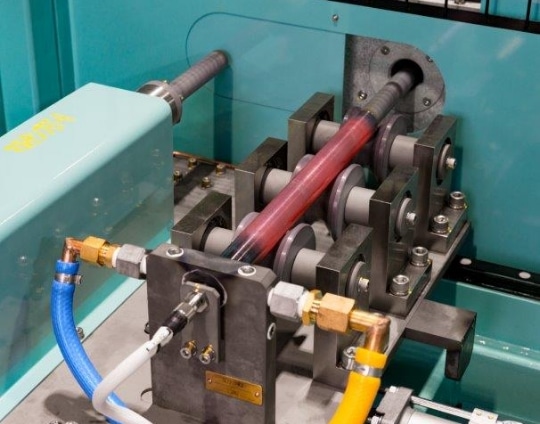
金属焊接(管材)

管材通过高频电流的线圈加热,加压锻焊造管。
通过工件的自加热可实施高效率加热。
吸气剂加热/焊接

利用高频感应加热零金属自加热的特性,高频感应加热用于
仅加热中介物(玻璃管)内部的金属或将管与金属焊接。
▲
