기초를 배운다
기초를 배운다
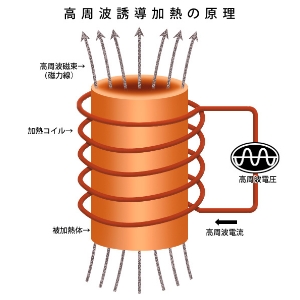
「IH」라는 말 들어 보신 적 있습니까?
사실은 공업용 고주파유도가열의 구조는 IH쿠킹히터등 가정용 조리기와 똑같습니다.(*IH는 Induction Heating(유도가열)의 약어)
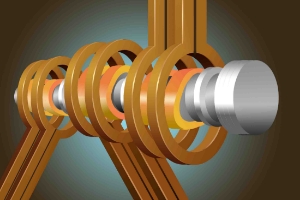
원리는 가열하고 싶은 워크 가까이에 동으로 만든 코일을 배치하여, 코일에게 고주파전류를 흐르게 하면 자력이 발생합니다.그 유도전류를 이용해서 워크 자신을 발열시키는게 유도가열입니다.
가정용 조리기가 약1.5kW~3kW로 가열하는 반면 고주파유도가열은 워크사이즈나 가열용도에 맞춰 약10~1000kW라는 대출력으로 가열합니다.
사실은 공업용 고주파유도가열의 구조는 IH쿠킹히터등 가정용 조리기와 똑같습니다.(*IH는 Induction Heating(유도가열)의 약어)
원리는 가열하고 싶은 워크 가까이에 동으로 만든 코일을 배치하여, 코일에게 고주파전류를 흐르게 하면 자력이 발생합니다.그 유도전류를 이용해서 워크 자신을 발열시키는게 유도가열입니다.
가정용 조리기가 약1.5kW~3kW로 가열하는 반면 고주파유도가열은 워크사이즈나 가열용도에 맞춰 약10~1000kW라는 대출력으로 가열합니다.
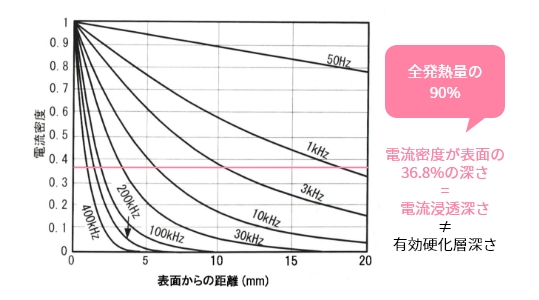
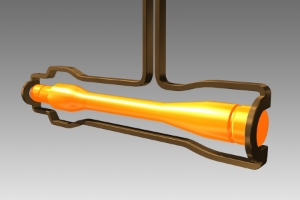
표피효과는 교류전류가 워크에 흐를 때 표면에 가까우면 가까울수록 전류밀도가 높게 되는 현상입니다.
최표면의 전류밀도를 1로 할때 0.368배까지 떨어질 거리를 전류침투깊이(δ)라고 합니다.
전류침투깊이는 주파수와 상관관계가 있고, 주파수가 높을수록 더 표면에 전류가 집중합니다.
필요한 경화충깊이에 맞춰 적당한 주파수를 선정하는 것이 중요합니다.
최표면의 전류밀도를 1로 할때 0.368배까지 떨어질 거리를 전류침투깊이(δ)라고 합니다.
전류침투깊이는 주파수와 상관관계가 있고, 주파수가 높을수록 더 표면에 전류가 집중합니다.
필요한 경화충깊이에 맞춰 적당한 주파수를 선정하는 것이 중요합니다.
소입은 강철을 고온으로 가열한 후 급히 냉각함으로써 강철의 조직을 마르텐사이트에 변태시켜 강철의 경도를 높게 하여 내마모성이나 내피로성을 향상시키는 열처리입니다.
열처리 중에서도 고주파열처리(고주파소입)는 유도전류를 사용하고 비접촉으로 대상물의 온도를 올릴수 있고, 대상물 전체가 아니라 필요한 개소만 가열하여 소입하는 열처리 방법의 하나입니다.
열처리 중에서도 고주파열처리(고주파소입)는 유도전류를 사용하고 비접촉으로 대상물의 온도를 올릴수 있고, 대상물 전체가 아니라 필요한 개소만 가열하여 소입하는 열처리 방법의 하나입니다.
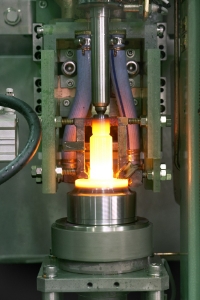
금속을 어느 고온상태까지 가열하고, 냉각함으로써 소입이 완료됩니다.
소입수란 가열한 후 냉가하기 위해 쓰는 냉각재이고 후지덴시에서는 수용성 펄리머(Polymer)를 물로 희석하고 사용합니다.
소입수 「농도」나 「온도」가 소입 품질에 너무 종요하여, 워크 재질이나 형상, 요구사양에 맞추어 소입수 온도·농도를 관리해야 합니다.
소입수란 가열한 후 냉가하기 위해 쓰는 냉각재이고 후지덴시에서는 수용성 펄리머(Polymer)를 물로 희석하고 사용합니다.
소입수 「농도」나 「온도」가 소입 품질에 너무 종요하여, 워크 재질이나 형상, 요구사양에 맞추어 소입수 온도·농도를 관리해야 합니다.

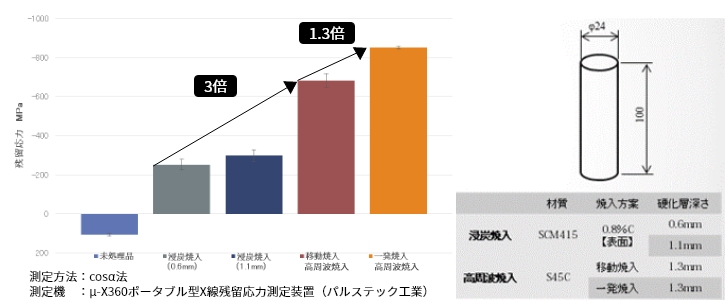
금속재료에 와력을 주면 그에 반발하는 내력이 발생하지만, 외력을 제거한 후에도 내력이 남아있는 것을 잔류 응력이라고 합니다. 열처리 같은 경우에는 가열과 냉각으로 발생하는 팽창과 수축의 열응력과 조직변화에서 발생하는 변태 응력이 외력입니다. 또한 잔류 응력에는 인장과 압축 응력이 있고 재료내에 인장 잔류 응력이 있으면 재료는 약해지고, 압축 잔류 응력이 있으면 더 강해집니다.
고주파열처리는 워크 외층부에서 마지막으로 마르텐사이트 변태로 팽창하니까 표면내부에는 압축 잔유 응력이 남습니다. 또한 전체소입 등 다른 소입품보다 경도도 딱딱하게 나타납니다.
한편으로 로내에서 워크 전체가 가열되는 소입은 외층부에 인장 잔유 응력이 남는 경향이 있습니다.
고주파열처리는 워크 외층부에서 마지막으로 마르텐사이트 변태로 팽창하니까 표면내부에는 압축 잔유 응력이 남습니다. 또한 전체소입 등 다른 소입품보다 경도도 딱딱하게 나타납니다.
한편으로 로내에서 워크 전체가 가열되는 소입은 외층부에 인장 잔유 응력이 남는 경향이 있습니다.
【고주파소입 장점】
·워크 자체가 발열하니까 열효율이 좋고 에너지절약
·단시간에 국소를 가열하니까 변형이 작다.
·자동화가 용이하고 생산라인안에 도입 가능함.
·사이클타임이 짧고 생산성이 높다.
·기본적으로 하나씩 소입하기 때문에 트레이서빌리티 도입이 용히함.
·가열에 필요한 에너지가 전기 뿐이며, 가스나 석유를 사용하지 않기 때문에 가열시에 CO2가 발생하지 않아서 탄소중립에 기여할 수 있다.
·워크 형상에 맞춰서 코일을 설계하기 때문에 변형을 저감할 수 있음.
【고주파소입 단점】
·기본적으로 워크에 맞는 코일을 사용하기 때문에 코일 제작 필요함.
·워크 자체가 발열하니까 열효율이 좋고 에너지절약
·단시간에 국소를 가열하니까 변형이 작다.
·자동화가 용이하고 생산라인안에 도입 가능함.
·사이클타임이 짧고 생산성이 높다.
·기본적으로 하나씩 소입하기 때문에 트레이서빌리티 도입이 용히함.
·가열에 필요한 에너지가 전기 뿐이며, 가스나 석유를 사용하지 않기 때문에 가열시에 CO2가 발생하지 않아서 탄소중립에 기여할 수 있다.
·워크 형상에 맞춰서 코일을 설계하기 때문에 변형을 저감할 수 있음.
【고주파소입 단점】
·기본적으로 워크에 맞는 코일을 사용하기 때문에 코일 제작 필요함.
질량효과라는 똑같은 재질이라도 워크 형상·두께에 따라서 소입경도에 차이가 생기는 것을 말합니다.
질량효과로 자주 사용되는 예로써 경이 다른 샤프트에 같은 냉각을 하면, 중심까지 소입되는 경우와 그렇지 않는 경우가 있다는 것입니다. 이 예는 로내에서 시간을 들여 워크 전체를 가열하는 것을 전제로 하는 일반열처리의 소입이 해당됩니다.
한편으로 표면의 필요한 부분만을 균일하게 가열해야 하는 고주파소입 같은 경우에는, 가열하지 않은 부분의 두께나 형상도 생각해야 합니다. 왜냐하면 가열하지 않는 부분에 열이 가기 때문입니다. 또한 소입하고 싶은 부분의 형상이나 두께도 단시간에 균일하게 가열시켜야 하기 때문에 품질에 큰 영향을 미칩니다. 이처럼 고주파소입만의 질량효과가 있기 때문에 소입개소의 형상과 두께 뿐만 아니라 워크 전체에 자세한 히어링을 합니다.
질량효과로 자주 사용되는 예로써 경이 다른 샤프트에 같은 냉각을 하면, 중심까지 소입되는 경우와 그렇지 않는 경우가 있다는 것입니다. 이 예는 로내에서 시간을 들여 워크 전체를 가열하는 것을 전제로 하는 일반열처리의 소입이 해당됩니다.
한편으로 표면의 필요한 부분만을 균일하게 가열해야 하는 고주파소입 같은 경우에는, 가열하지 않은 부분의 두께나 형상도 생각해야 합니다. 왜냐하면 가열하지 않는 부분에 열이 가기 때문입니다. 또한 소입하고 싶은 부분의 형상이나 두께도 단시간에 균일하게 가열시켜야 하기 때문에 품질에 큰 영향을 미칩니다. 이처럼 고주파소입만의 질량효과가 있기 때문에 소입개소의 형상과 두께 뿐만 아니라 워크 전체에 자세한 히어링을 합니다.
가열 코일에는 여러가지 형상과 사이즈가 있습니다. 고주파소입·유도가열에 있어, 코일 설계는 품질이나 생산성의 주요 변수가 되는 부분입니다. 품질 불량에 고민하고 있었던 문제가 코일 형상 재검토로 해소하는 일도 있고, 또 이동소압을 일발소입에 바꿈으로써 생산성이 대폭 개선되는 일도 있습니다. 고주파소입· 유도가열 결과의 잘잘못은 가열 조건과 냉각방법으로 결정되기 때문에 워크와 그 규격에 맞는 열분포를 발생하도록 코일을 설계하는 것이 가장 중요합니다.
고주파소입을 한 후에는 워크가 닥닥하게 된 부분의 깊이는 어느정도일까, 그 깊이의 분포는 어떻게 되어 있는지가 중요합니다. 경도 측정에는 외쪽만 측정하는 것과 워크를 절단하고 내부를 측정하는 것이 있습니다.
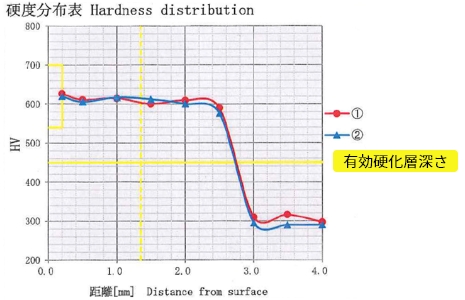
표면경도는 말대로 워크 표면을 측정한 경도를 가리키는 경우와, 절단한 워크의 단면에서 0.1mm~0.3mm(고객님 지정사양)를 표면경도로 규정하는 경우가 있습니다.
유효경화층깊이란 표면경도에서 어느 유효한 경도(한계경도)까지의 범위를 말합니다. 한계경도는 JIS(Japanese Industrial Standards)에서 탄소량에 따라서 정되어 있고, 예를 들어 C량 0.43%이상 0.53%미만이면 HV450입니다. HV450보다 경도가 낮은 경계선이 그 강재에 유효경화층 깊이입니다.
표면경도는 말대로 워크 표면을 측정한 경도를 가리키는 경우와, 절단한 워크의 단면에서 0.1mm~0.3mm(고객님 지정사양)를 표면경도로 규정하는 경우가 있습니다.
유효경화층깊이란 표면경도에서 어느 유효한 경도(한계경도)까지의 범위를 말합니다. 한계경도는 JIS(Japanese Industrial Standards)에서 탄소량에 따라서 정되어 있고, 예를 들어 C량 0.43%이상 0.53%미만이면 HV450입니다. HV450보다 경도가 낮은 경계선이 그 강재에 유효경화층 깊이입니다.
소입한 후에 꼭 하는 「템퍼링」이 왜 필요할까.
크게 나눠서3게 이유가 있습니다.
첫 번째는 소입한 후의 조직은 닥닥하고 무른 조직이 때문에 끈질한 조직으로 하기 위합니다.
두 번째는 잔류응력 제거나 마르텐사이트가 되지 못했던 잔류 오스테나이트의 시효변태로 인해 발생할 크랙 등의 위험을 저감하기 위합니다.
크게 나눠서3게 이유가 있습니다.
첫 번째는 소입한 후의 조직은 닥닥하고 무른 조직이 때문에 끈질한 조직으로 하기 위합니다.
두 번째는 잔류응력 제거나 마르텐사이트가 되지 못했던 잔류 오스테나이트의 시효변태로 인해 발생할 크랙 등의 위험을 저감하기 위합니다.

고주파유도가열은 소입 이외에도 여러가지 용도로 사용되어 있습니다. 가열하면 팽창하는 금속의 특성을 이용해서 베어링의 내륜이나 모터의 로터샤프트 등의 축을 삽입하는 「수축박음」에도 유도가열이 이용되어 있습니다.
기타 소결, 단조 전의 가열, 납땜, 파이프 용접, 금속 용해, 비금속 등에도 응용되어 있십니다.
기타 소결, 단조 전의 가열, 납땜, 파이프 용접, 금속 용해, 비금속 등에도 응용되어 있십니다.

