納入実績(焼入以外の高周波誘導加熱装置)
納入実績(焼入以外の高周波誘導加熱装置)
納入実績(焼入以外の高周波誘導加熱装置)
焼鈍し/焼き戻し
全浸炭処理後の部分焼鈍しや摩擦圧接後の部分焼鈍しなど、必要な部分のみ、硬度を落としたり、組織調整を行えます。
詳細はこちら焼嵌め/焼抜き

加熱炉でまとまった個数を昇温し、手作業でシャフトを挿入することが多い焼き嵌めですが、高周波誘導加熱方式の採用で、一個あたりの生産性が3~6倍向上し、電気代が約6割削減された実績があります。何よりワーク加熱からシャフト挿入、払い出しまでを自動化でき、ラインに組み込めるメリットがあります。
詳細はこちら鍛造前加熱
鍛造を施す部分のみに迅速かつ正確な加熱を行うことで、歪みが少なくなり、従来の方案と比較し後工程の矯正工数が少なくなった事例があります。また、必要な部分のみの加熱により消費電力量も削減できます。
詳細はこちらロー付け

高周波によるロー付けは、バーナーによるものに比べてエネルギー効率がよく、再現性の高い加熱を短時間に行うため作業性に優れており、作業環境もクリーンです。
詳細はこちら焼結

タングステンカーバイドのホットプレスによる焼結、真空内での焼結、ダイヤモンド工具の焼結など、粉体を焼結させる粉末冶金に、富士電子工業の高い温度管理能力で広範囲な用途と要望にお応えします。
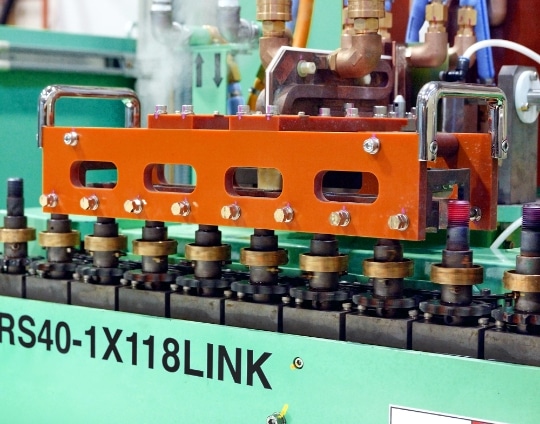
金属溶接(パイプ)

高周波電流を流したワークコイルの中にパイプ材を通して加熱し、加圧鍛接して造管します。
ワークの自己発熱による効率の良い加熱を行えます。
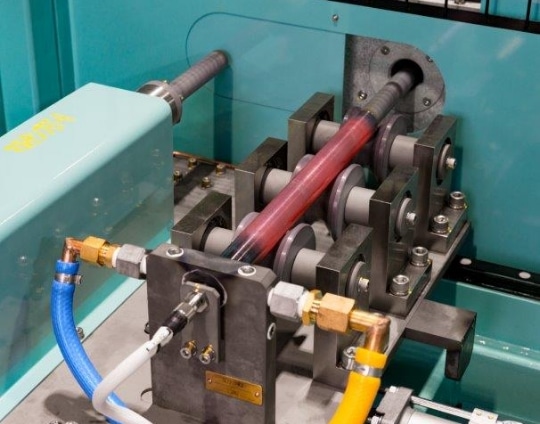
ゲッター加熱・溶着

金属を自己発熱させる高周波誘導加熱の特長を活かし、介在物(ガラス管)内にある金属だけを加熱したり、チューブと金属を溶着するのに高周波誘導加熱が利用されています。
▲
